
Physical-chemical properties of each of the two gases are very different. It is the very difference between them which contributes to a very high-quality gas mixture which may be used as a shielding gas or a plasma gas in thermal cutting and welding.

Thermal conductivity of hydrogen in the temperature range between 3000 and 4500 K is almost ten times higher than that of argon. This temperature range is namely prevailing in the welding arc. Thermal conductivity of the arc affects its shape and the welding process as such.
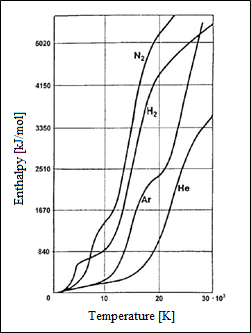
Hydrogen gas enthalpy is higher than that of argon in almost in the whole temperature range. Enthalpy of a shielding gas affects arc formation, arc shape, and temperature distribution in the arc as well.
The energy required for ionization of a particular gas is also very important for the welding arc, arc power and energy distribution in the arc. Voltage drop across the arc is, however, directly dependent on ionization energy. Dependence between voltage and current intensity at a certain arc length is called the static characteristic of the arc. From the graph in figure below it may be found and confirmed that voltage drop at a constant current depends on the type of shielding gas used and that it is the highest with hydrogen as a shielding gas.
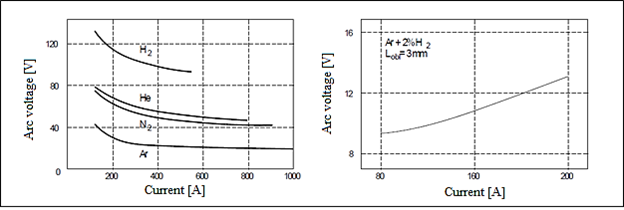
Figure below shows the static characteristic of the welding arc in TIG welding with various hydrogen contents in the argon shielding gas at a constant arc length. With a larger addition of hydrogen to argon the voltage drop across the arc is stronger due to higher electric resistance. A strong arc-voltage drop is produced by higher ionization energy and higher thermal conductivity of hydrogen if compared to argon.

Thus this increased power leads to higher penetration of the weld joints. Thus, productivity can be improved by using higher travel speed without compromising to cost and quality. Also as hydrogen is reducing in nature it will lead to clean weld.
This Argon – Hydrogen shielding gas mixture is only recommended with Austenitic stainless steel material. As with other materials, defects due to hydrogen may be prevalent. For welding of Austenitic stainless steel material Argon-hydrogen mixture can be seen as best option instead of using Helium as shielding gas, which is cheaper by more than 10 times.
Reference: Influence of Hydrogen in the shielding gas Argon on productivity of welding of Austenitic Stainless Steels
Keep reading, Happy welding
KP Bhatt

Good Article. Just check it the ionization energy of the both gases. I think it is higher for argon than hydrogen.
LikeLiked by 1 person
Monoatomic hydrogen has an ionization energy less than that of the ionization energy of Argon. i.e. Monoatomic hydrogen 13.6 eV and Argon 15.8 eV.
But when welding, the formation energy of a hydrogen ion is greater than that of argon ion, considering the thermal equilibrium and the law of mass action for both dissociation of H2 and ionization of atomic hydrogen.
Thus, voltage drop in case of hydrogen would be more as dissociation of diatomic hydrogen plays important role. Also voltage drop is enhanced by poor electrical conductivity in case of hydrogen. Thus combination of these phenomenon leads to more voltage drop with hydrogen.
LikeLiked by 1 person
it means, it is related to dissociation energy not the ionization energy.
LikeLiked by 1 person