
Based on the static characteristics, power sources can be classified in two categories
- Constant current or drooping or falling characteristic power source.
- Constant potential or constant voltage or flat characteristic power source.
Constant voltage power source does not have true constant voltage output. It has a slightly downward or negative slope because of sufficient internal electrical resistance and inductance in the welding circuit to cause a minor droop in the output volt ampere characteristics.
With constant voltage power supply the arc voltage is established by setting the output voltage on the source. The power source shall supply necessary current to melt the electrode at the rate required to maintain the pre-set voltage or relative arc length. The speed of electrode drive is used to control the average welding current. The use of such power source in conjunction with a constant electrode wire feed results in a self-regulating or self-adjusting arc length system. Due to some internal or external fluctuation if the change in welding current occurs, it will automatically increase or decrease the electrode melting rate to regain the desired arc length.
constant voltage or Flat characteristics

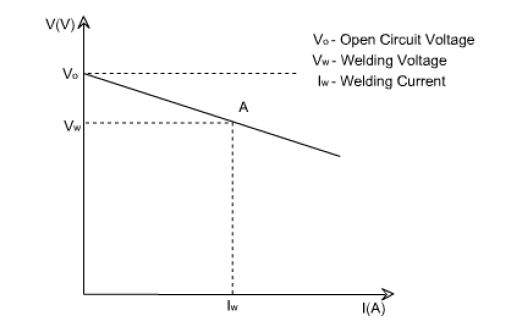
constant current or Falling characteristics
The volt ampere output curves for constant current power source are called ‘drooper’ because of substantial downward or negative slope of the curves. The power source may have open circuit voltage adjustment in addition to output current control.
A change in either control will change the slope of the volt ampere curve. With a change in arc voltage, the change in current is small and, therefore, with a consumable electrode welding process, electrode melting rate would remain fairly constant with a change in arc length. These power sources are required for processes using relatively thicker consumable electrodes which may sometimes get stubbed to work piece or with non-consumable tungsten electrode where during touching of electrode for starting of arc may lead to damage of electrode if current is unlimited. Under these conditions the short circuiting current shall be limited leading to safety of power source and the electrode.
Some power sources need high frequency unit to start the arc, which may be requirement of processes like TIG and plasma arc. High frequency unit is introduced in the welding circuit but in between the control circuit and HF unit, filters are required so that high frequency may not flow through control circuit and damage it. High frequency unit is a device which supplies high voltage of the order of few KV along with high frequency of few KHz with low current. This high voltage ionizes the medium between electrode and work piece/nozzle starting pilot arc which ultimately leads to the start of main arc.
Reference: NPTEL literature
Keep reading, happy welding
Thank you,
KP bhatt
